在準備焊接時要明確如下幾點:①根據焊件材料選用焊條及焊劑:②在焊接管道時要有合適的插入長度和配合間隙;③根據焊件材料、管件管徑的不同選用不同的釬焊火焰和溫度。
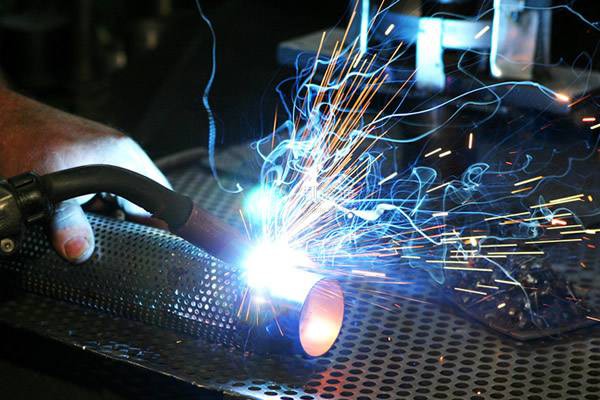
焊接時要對銅管進行預熱,銅管表面的溫度可由預熱后的顏色來判斷:呈紅色時溫度大致為480℃,呈暗紅色時溫度大致為650℃,呈淡紅色時溫度大致為760℃。焊接時要注意火焰的控制,火焰過強溫度太高,容易使銅管燒穿;若火焰太弱,銅管預熱不足,釬料流動不暢或不流動而變成圓球狀,易造成焊縫泄漏。
釬焊常用氧氣-乙炔氣焊和氧氣-石油液化氣氣焊。氧氣-乙炔氣火焰分3種:碳化焰、中性焰和氧化焰。氧化焰的溫度最高,不適合焊接銅管。中性焰內焰為藍白色,外焰為橙黃色;碳化內焰為淡白色,外焰為橙黃色,這兩種火焰適合銅管的焊接,其中碳化焰的溫度較低。氧氣-石油液化氣的火焰分為碳化焰和氧化焰兩種。碳化焰內焰為淡白色,外焰為橙黃色。氧化焰焰心為青白色,外焰為天藍色。焊接銅管時一般采用氧化焰。
當焊接制冷劑管與壓縮機的導管時,制冷劑管插人導管的深度必須有10mm以上。如果小于10mm,加熱時插人管易移位(向外移動),導致焊料堵塞管口。
空調器的制冷劑銅管插焊接頭間隙一般在0.05~0.2mm之間;如間隙過大,易出現氣孔,導致漏氣,而間隙過小,易造成強度不夠或虛焊。
毛細管與干燥過濾器焊接時、插入的毛細管端面距過濾網端面的距離為5mm。如毛細管插入過深,觸及過濾網造成制冷量不足;毛細管插入過淺,易使焊料流入毛細管端部引起堵塞。