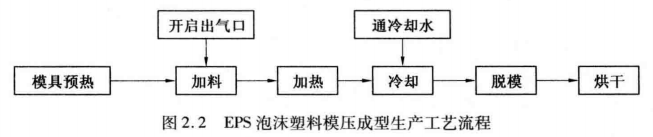
EPS保溫泡沫塑料模壓發(fā)泡工藝為:預熱、合模、加料、加熱、冷卻、脫模。加熱蒸汽通過氣室(模板)進入模腔,使模腔內(nèi)的發(fā)泡珠粒膨脹黏結(jié)為一體,然后進行冷卻,脫模取出制品。這種生產(chǎn)方法操作方便,生產(chǎn)周期短,批量大,泡沫塑料制品質(zhì)量好。EPS泡沫塑料模壓成型生產(chǎn)工藝流程如圖2.2所示。
EPS泡沫塑料板材模壓成型時的操作技術(shù)參數(shù)如下:
加熱蒸汽壓力為0. 1 MPa;加熱時間為35~40s;流水冷卻時間為420 ~480s。制品密度為0.02~0.025g/cm3。模壓成型時,使用的蒸汽壓最好偏高些,約為294 kPa(溫度為110~135℃),如果壓力不足,會造成制品表面和中心層的密度不一致的缺陷。